Today one Europe customer asked one question: What is the Difference Between 20MnCr5 and 20MnCr5H ? Actually there are some other customers who have the similar questions, such as 8620 and 8620H, 16MnCr5 and 16MnCr5H.
The answers are also similar. With suffix H, it means the hardenability is different.
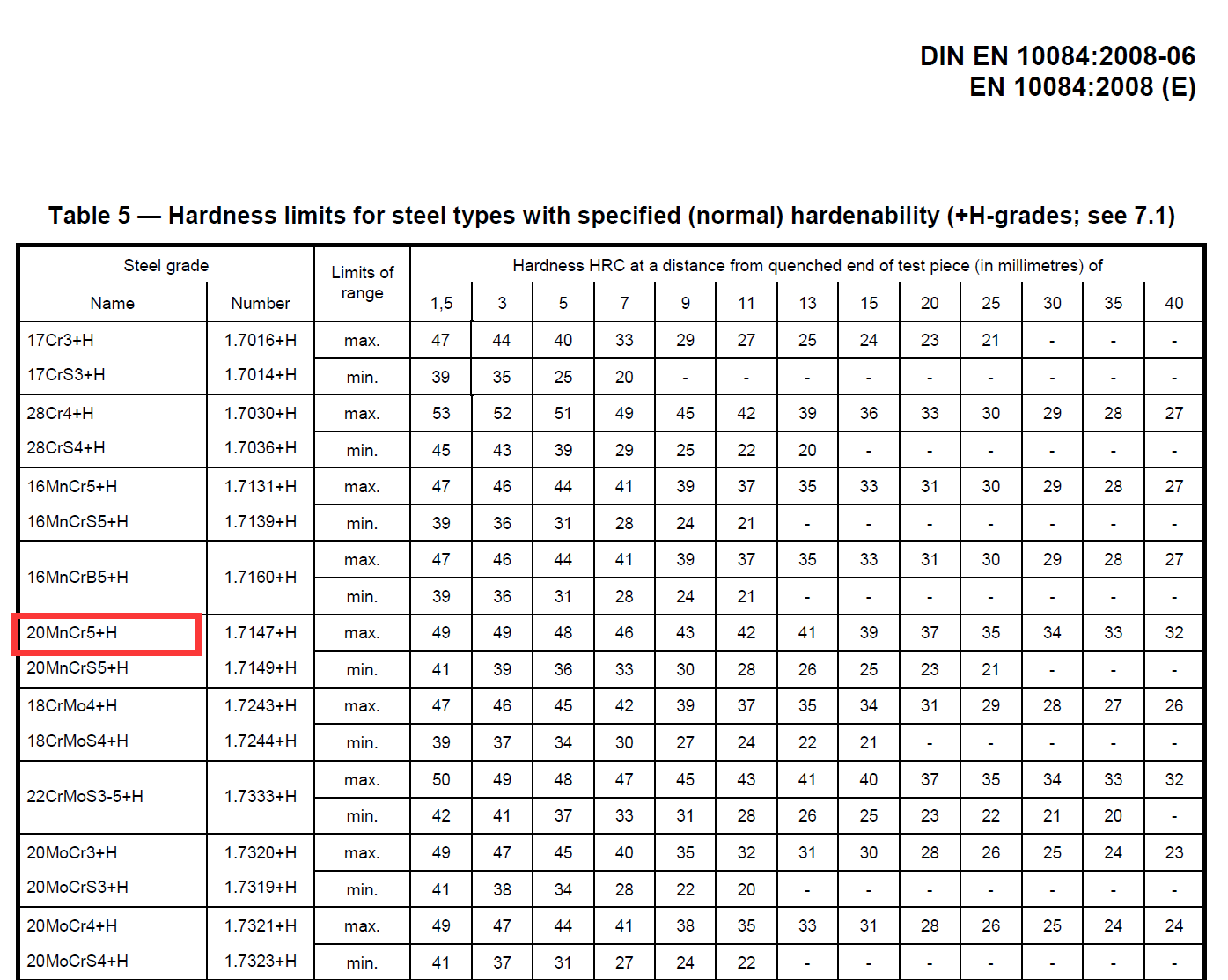
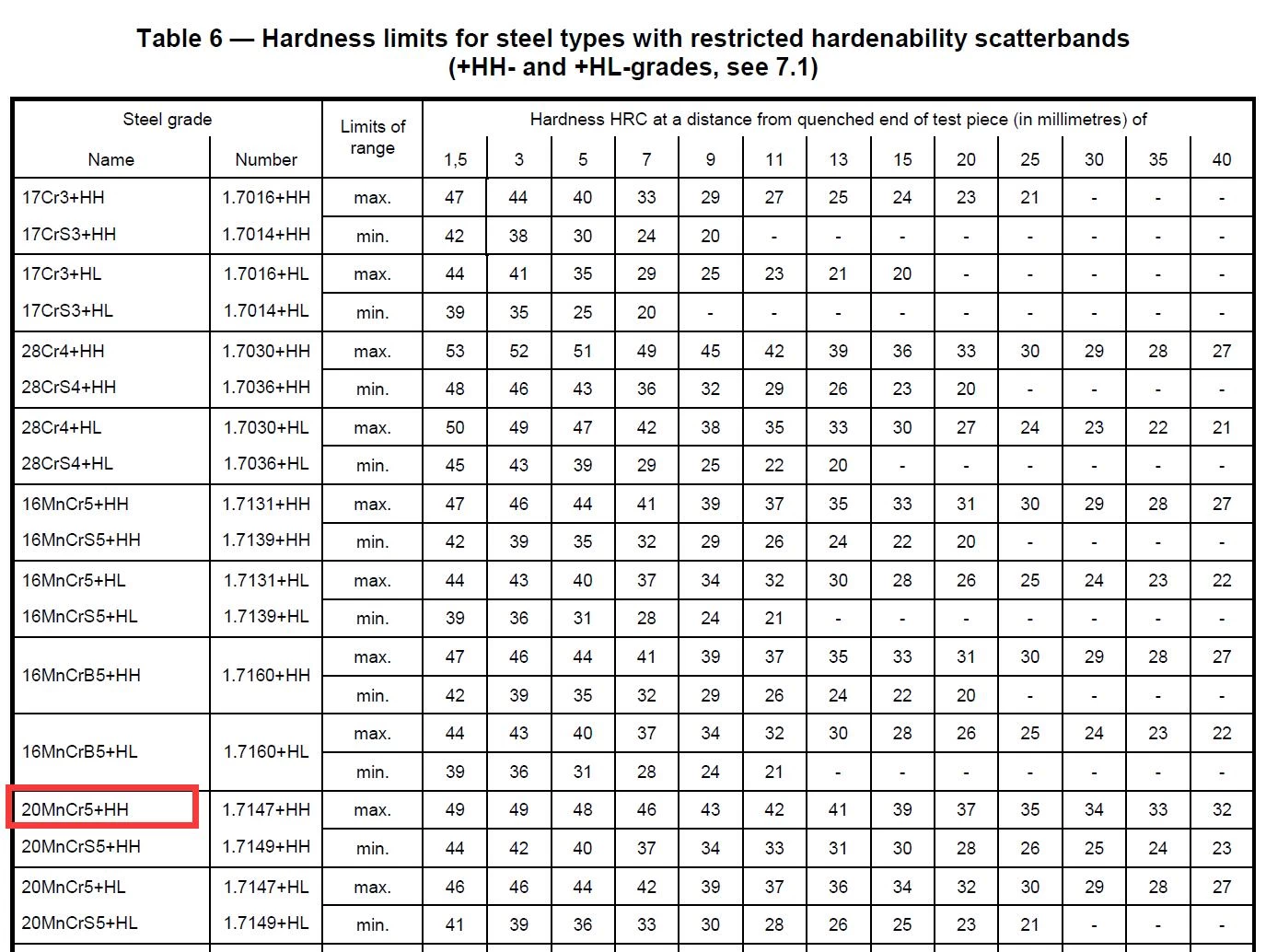
In the standard EN 10084:2008,
5.2 f) requirement for restricted hardenability scatter bands for alloy steels (+HH, +HL-grades, see 7.1.2 and
Table 6);7.1.2 Unless otherwise agreed for alloy steels the hardenability requirements given in Table 5 apply. If
agreed at the time of enquiry and order alloy steels with restricted hardenability scatter bands given in Table 6
shall be supplied.
There is suffix of H, even with double H suffix actually. So, 20MnCr5H mean the alloy steel hardenability is ok for the desired purpose.
You can check the Table 5 and Table 6. For more details, you please check the EN 10084 standard.
How Hard is 4140 Steel?
If you’ve ever found yourself thinking the question, “How hard is 4140 steel?”, you can find the answer here.
What is 4140 Steel?
What exactly is 4140 steel? AISI 4140 grade steel material, often referred to as chromoly steel, is a low alloy steel containing chromium and molybdenum as its primary alloying elements. These elements give it distinct characteristics that make it stand out in the vast world of metals.

The Hardness Factor
Now, onto the main question. The hardness of AISI 4140 steel can vary based on how it’s processed. But let’s break it down:
- Annealed Condition: In its annealed state, 4140 grade material typically has a hardness of around 197 Brinell Hardness Number (BHN). This state is softer and more ductile, making it easier to work with.
- Heat Treated: When 4140 material is done by heat treatment, its hardness can shoot up significantly. Depending on the specific treatment, it can reach hardness levels of up to 28-32 Rockwell C (HRC) for light sections like 4140 PH steel plate hardness and 22-27 HRC for heavier sections.
- Quenched and Tempered: In its quenched and tempered state, SAE 4140 alloy steel can achieve a hardness of 54-59 HRC. This makes it incredibly strong and resistant to wear.
Why Does Hardness Matter?
You might be wondering, “Why all this fuss about hardness?” Well, the hardness of a steel determines its wear resistance and its ability to retain its shape under stress. Imagine using a soft steel for a high-stress component – it wouldn’t last long, would it? Steel that’s too hard can become brittle. So, for How Hard is 4140 Steel?, it’s more important to find the right balance.
Applications of AISI 4140 Material
Given its versatile hardness range, AISI 4140 finds its way into various applications:
- Gears and Bolts: Thanks to its strength and toughness.
- Machine Parts: Where wear resistance and durability are paramount.
- Axles and Shafts: Benefiting from its strength-to-weight ratio.
In Conclusion
So, how hard is 4140 steel? The answer: it depends on its treatment. But one thing’s for sure, its versatility in hardness makes it a go-to choice for many industrial applications. If you have more questions or need further information about 4140 steel or any other steel types, don’t hesitate to drop me an email at jeremy@otaisteel.com or reach out on WhatsApp at +8613610149979. We at Otai Special Steel are always here to help!
We’ve recently received an inquiry from a valued customer in middle east regarding the supply of “STAINLESS STEEL 42CrMo4 (1.7225) round bar”. We have supplied a lots of 42CrMo4 round bar and plate, but 42CrMo4 is not stainless steel.
DIN 42CrMo4, designated as 1.7225, is indeed a steel grade that we proudly supply in both round bar and 42CrMo4 steel plate. However, it’s essential to note that 42CrMo4 is an alloy steel, characterized by its impressive strength, excellent toughness, and good hardenability. It contains alloy elements like chromium and molybdenum. Those alloys give it its unique properties suitable for various applications, especially in the automotive and engineering sectors.
While for stainless steel, we could supply AISI 420 (DIN 1.2083) and AISI 440C (DIN 1.4125) for both round bar and steel plates.
What Does 4140 T Steel Plate Mean ? The “T” in 4140 T Steel Plate usually stands for “tempered”. It means that the 4140 steel has been done by heat treatment process called quenching and tempering (Q+T or prehard).
Here’s a brief explanation about this question:
AISI 4140 steel is an widely used alloy steel that contains chromium, molybdenum, and manganese etc. After the 4140 steel is initially rolled, we need to do quenching and termpering to achieve higher properties for different applications. This process is to heat the steel to a high temperature and then cooling it rapidly by sink 4140 steel plate or round bar in a liquid, often oil or water.
This rapid cooling process makes the 4140 steel material very hard, but it also makes it brittle. To release this brittleness, the 4140 steel is then tempered. Tempering process is to reheat the quenched AISI 4140 steel to a lower temperature to allow some of the hardness to be exchanged for increased toughness or durability.
So, when you see 4140 T Steel Plate, it means that you’re looking at a steel plate made of 4140 alloy steel that has been quenched and tempered to achieve a better balance of hardness and toughness. This kind of 4140 steel is often used in applications where strength and durability are paramount.
We Otai can supply you both 4140 plate T and 4140 plate A or as rolled. Please contact us for any further questions.
What is the Hardness of 4140 Plate? Well, it depends on the different condition of 4140 plate you need.
Steel plate 4140 PH (Q+T) condition goes with 28~32HRC hardness usually.
Annealed 4140 plate (A) is with hardness less than 241 HB. It’s easy to do further cut or machining.
4140 plate As Rolled (HR) has not even hardness. It varies from one batch to another batch. But it’s the best to do further heat treatment according to different customer request.
You please tell us your detailed request, we will offer you the right materials and deliver to you very quickly.
Q: How Thick Can 4140 Plate Be?
A: 4140 Plate can come in different thicknesses. It can be as thin as 1mm (about the thickness of a pencil) or as thick as 300mm (like a big book). We keep 4140 plate stock for most of those thickness with immediate shipment.
Q: Why Does the Thickness Matter?
A: The thickness of the 4140 Plate matters because different applications need different thicknesses. Some applications need a thicker plate to make things stronger, while other applications might need a thinner plate.
Q: Can I Get a Custom Thickness?
A: Yes, you can get 4140 Plate in the thickness that fits your needs. Just let us know what you need, and we can make the official offer for you.
Q: Is Thicker Always Better?
A: Not always. Thicker plates are often stronger but might be too heavy for some uses. It depends on what you need the plate for. The right thickness is the one that fits your project.
Q: How Can I Find Out the Right Thickness for My Project?
A: If you’re not sure what thickness you need, you can talk to us. We have lots of experience with 4140 Plate and can help you pick the right thickness for your project and deliver to you very soon.
What is 4140 Steel Plate?
4140 steel plate is a type of strong metal plate made with elements like chromium, molybdenum, and manganese. It’s famous for being very tough and able to handle a lot of wear and tear without breaking or twisting.
1. Understanding 4140:
Grade 4140 is one kind of alloy steel in ASTM standard. Steel 4140 is a specific type of steel that contains elements like chromium and molybdenum. These elements give 4140 steel special properties that make it strong and versatile.
2. Different Conditions of 4140 Steel Plate:
4140 plates can come in different “conditions.” There are three condition of 4140 plates available in Otai:
- Hot Rolled: It’s the original condition after manufacturing as
- Annealed: Annealed 4140 alloy steel plate is softened by heating and cooling. Imagine heating chocolate, then letting it cool slowly. This makes the steel easier to shape and work with.
- Q&T (Quenched and Tempered): 4140 steel in QT condition has been hardened by heating and cooling quickly, followed by reheating. Think of it as making the steel extra tough, like turning soft clay into a hard, baked clay pot.
3. What Can You Do with 4140 Steel Plates?
You can do a lot with 4140 plate! It’s used to make tools, machinery, vehicle parts, and even some buildings. Because it’s strong and can be shaped in different ways, it’s like a handy helper for many projects.
4. Why Choose 4140 Steel Plate?
Steel plate 4140 is popular because it’s strong, flexible, and can be adapted to many needs. We also keep extensive 4140 plate stock and it delivers quickly.
As a supplier of 4140 plates, we can supply you 4140 steel plate in different tolerance as below:
- Black surface 4140 plate: the thickness tolerance usually goes +/-1mm while the width is usually 2000-2300, mostly pieces are 2200-2250mm. We can cut to length for you.
- For 4140 group flat bar: we can do machining for you according to given specification or technical requirements. With our CNC machine, we can do +/-0.05mm and 0.01mm after polishing machining.
So, for tolerance for 4140 plate, we can almost meet your different requirements. Please feel free to contact us by email jeremy@otaisteel.com or whatsapp +8613610149979 anytime.
Actually 4140 steel is neither carbon steel nor stainless steel. AISI 4140 steel is one kind of alloy steel in ASTM standard A29 or A331 or A108 spec.
To tell one steel is stainless or not, we can see the chemical composition. Stainless steel usually contains min 13% chromium, less than 1.2% carbon and other alloying elements. While stainless steel’s corrosion resistance and mechanical properties can be further enhanced by adding other elements, such as nickel, molybdenum, titanium, niobium, manganese, etc.
AISI 4140 steel contains 0.80-1.10% chromium, so you can see 4140 steel is not stainless steel.
One US customer asks one question about 4140 plate: is 4140 steel good for knives ?
Actually 4140 steel plate is not commonly used for knives. For general purpose of knives, we can use grade such as 1045 for knives. And we can use grades such as AISI D2 / DIN 1.2379 or high speed steel grades HSS for high end applicant.
But for 4140 steel plate, you can find 4140 steel plate used for many industries, including the defense, agricultural, and automotive industries.

Some friend asks me Is 4140 A Tool Steel ?
Actually, AISI / SAE 4140 steel is a kind of alloy steel. But it’s a versatile steel material. Some people also use it as mold steel and tool steel. So, you can also call it 4140 tool steel. Especially, for 4140 plate, most of customers use 4140 steel plate as mold steel or tool steel purpose.
We can help if any 4140 plate is needed anytime.
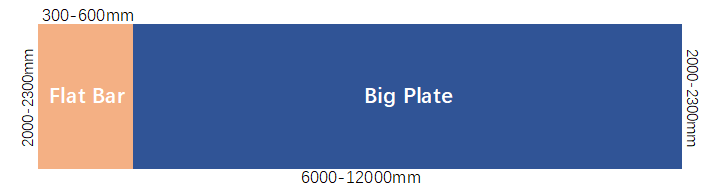
Why all 4140 steel flat size from China with 2000-2300mm length ?
That’s because the produced ASTM 4140 big plate is with width of 2000-2300mm. So, when big plate is cut to required 4140 flat bar size, then big plate width becomes the length of flat bar.
You can easily understand with below picture:
What is Alloy Steel 4140 Plate Tensile Strength ?
Some customers ask for the 4140 plate tensile strength. In common rolled condition, the min tensile strength will be min 655Mpa. But generally, the strenghth is different with different heat treatment condition. So, you please check with us for your detailed requirements.
What is 4140 DCF Steel Plate ?
Decarb Free stands for DCF. It means 4140 steel plate has been ground top and bottom. It is oversized to finish on the thickness, without the black surface. DCF offers excellent wear resistance, combined with good deep hardening characteristics. Its ability to show low distortion or movement in heat treatment. It also makes this material an excellent product for many tool room applications where size stability is critical.
Can you Harden 4140 Steel Plate?
AISI 4140 alloy steel plate can be hardened by cold working, or heating and quenching or annealing. We keep alloy steel plate 4140 stock material in both rolled condition and quenching & tempering condition. While sometimes, customer also needs annealed condition and we will do annealing heat treatment on the as rolled plate.
Can You Weld 4140 Prehard Plate?
AISI 4140 steel is alloy steel with chromium and molybdenum. The addition of these alloying elements and its relatively high carbon content (around 0.40%) provide this low-alloy steel with excellent strength to weight ratio, and it also makes 4140 steel a lot stronger and harder than standard 1018 and 1020 steels. The disadvantage is the need to be more careful when welding 4140.
AISI 4140 steel plate is typically supplied in either the hardened and tempered condition (referred to as 4140HT or 4140H) or in the annealed condition. For welding it is recommended that you use the latter. But it is not recommended to weld on 4140HT plate due to the high susceptibility for cracking, even when using prehard 4140 plate.
What Does Alloy Plate 4140 HTSR Stand For?
HTSR stands for Heat Treated, Stress Relieved. For alloy steel plate 4140, it’s usually delivered as rolled, or prehard (Q+T) condition. But some customer will need it inside stress relieved. Then 4140 plate is heat treated, reduce brittleness and relieve any stress fractures throughout the 4140 steel plate or flat bar.
For preharden alloy steel 4140 plate, some customers would need to know what is the 4140 Prehard Alloy Plate Hardness?
Usually, it’s 28-32HRC hardness for 4140 prehard alloy steel plate. It’s designated as AISI 4140HT or 4140H. For prehard 4140 plate, we keep hundreds of tons in stock for immediate shipment. You have the hot rolled 4140 plate and prehard 4140 plate stock list.
Some customer asks, Is 4140 plate an alloy steel plate?
Well, AISI 4140 plate is a steel material containing chromium, molybdenum and manganese containing and it’s low alloy steel. So, yes, 4140 plate is an alloy steel plate. 4140 plate has high fatigue strength, abrasion and impact resistance, toughness, and torsional strength. Alloy steel 4140 plates are widely used for tooling, machine plates, molds, metal stamping, gears, shafts, sprockets, special machine parts, tool & die, shredders, couplings, reamer bodies, screws, flywheel components, axles, shafts, bolts, sprockets, piston rods and rams.
Is it ok for 4140 alloy steel plate mold steel ?
Some customers ask us if they can use 4140 alloy steel plate mold steel. The anwser is Yes ! It’s ok and widely used as mold steel, such as 4140 alloy mold for car industry. It’s more widely to use 4140 steel plate as mold base. Alloy plates 4140 and other steel like P20, 4130, have a hardness at 28-34 HRC and have good mechanical properties. They are perfect for cavity and core plates as well as other plates required in the mold base. They can be machined fairly well. You can check our 4140 alloy steel plate stock at this page for any alloy steel 4140 plate request.
DIN 1.2738 steel grade is one common and popular steel grade. It is widely used as mold steel. But what is 1.2738 steel equivalent ? Some customer don’t know it for sure.
It is equivalent to AISI P20+Ni in ASTM standard system. So, when you need to compare 1.2738 steel equivalent, steel grade P20+Ni would be an alternative for sure.
Besides, some steel giant such as Bao Steel company, there is grade 718H steel grade. It’s also one equilvalent steel grade to 1.2738 steel.
Otai is stable and reliable supplier for Fortune 500 companies at home and abroad, such as Bohler, Uddeholm, Schlumberger, Thyssenkrupp, China North Industries Group Corporation Limited.
For those tool steel, Otai will be your reliable choice.
Recently, a lots of customer asked the same question ? What is the difference between 1.2738 and P20 ?
Actually, both are plastimc mold steel, and all could be supplied here.:)
Chemical composition: Sometimes, you can understand as 1.2738=P20+Ni. It means when add 0.9%-1.2% Nickel it makes 1.2738 steel.
Property: both 1.2738 and P20+Ni steels are with better polishability and machinability than P20/1.2311 or P20+S/1.2312.
Price: With Ni element added, the price of both 1.2738 and P20+Ni is higher than P20 or P20+S. Generally, it’s around 250~300USD/TON price difference.
Some customers usually ask for the stock material of 4140 steel plate. We have wide range of 4140 steel plate, from 3.5mm to 300mm thickness. Then how many tons of 4140 steel plate stock we have ?
Usually, we would keep 5~20 tons each size, for example, 5 tons for 8mm thickness plate, 16tons for 20mm thickness 4140 plate. But in total, we keep more than 500 tons 4140 plate stock, sometimes, there would be around 1000 tons actually.
Even if there is no stock for your size at the time of inquiry, it only takes around 2 weeks to prepare another 100-200 tons for your required sizes. So, we are fast to supply 4140 steel plate.
In this video, you could see the process of jominy end QT hardenability test.
The steel grade BS970 823M30 is equivalent to DIN 30CrNiMo8. You can refer to the post about 30CrNiMo8 steel round bar.
DIN 42CrMo4 steel is popular steel material. It could be supplied as rolled, annealed or Q+T condition. But What is 42CrMo4 Tensile Strength generally ?
To achieve high tensile strength, 42CrMo4 could be (quenching and tempering) Q+T heat treated.
The tensile strength according to EN 10083 standard is as following:
| Steel Description | d≤16mm | 16mm<d≤40mm | 40mm<d≤100mm | 100mm<d≤160mm | 160mm<d≤250mm | |||||||||||||||||||||||||||||||||||||||||||
| t≤8mm | 8mm<t≤20mm | 20mm<t≤60mm | 60mm<t≤100mm | 100mm<t≤160mm | ||||||||||||||||||||||||||||||||||||||||||||
| Steel Grade | Steel Number | Yield Strength Re |
Tensile Strength Rm |
Elongation A |
Section shrinkage Z |
Impact Test KV |
Yield Strength Re |
Tensile Strength Rm |
Elongation A |
Section shrinkage Z |
Impact Test KV |
Yield Strength Re |
Tensile Strength Rm |
Elongation A |
Section shrinkage Z |
Impact Test KV |
Yield Strength Re | Tensile Strength Rm |
Elongation A |
Section shrinkage Z |
Impact Test KV |
Yield Strength Re | Tensile Strength Rm |
Elongation A |
Section shrinkage Z |
Impact Test KV |
||||||||||||||||||||||
| Mpa | % | % | J | Mpa | % | % | J | Mpa | % | % | J | Mpa | % | % | J | Mpa | % | % | J | |||||||||||||||||||||||||||||
| 42CrMo4 | 1.7225 | 900 | 1100~ 1300 | 10 | 40 | — | 750 | 1000~ 1200 | 11 | 45 | 35 | 650 | 900~ 1100 | 12 | 50 | 35 | 550 | 800~ 950 | 13 | 50 | 35 | 500 | 750~ 900 | 14 | 55 | 35 | ||||||||||||||||||||||
DIN 42CrMo4 steel material is one popupar alloy steel. It’s widely used in mechanical industry or oil industry. Because 42CrMo4 steel could be heat treated to achieve different strength requirement to suit different environments. But What is the Common 42CrMo4 Heat Treatment Condition ?
DIN 42CrMo4 steel is usually supplied as rolled, annealed or Q+T condition.
- When there is no special strength or hardness requirement, 42CrMo4 is supplied as rolled condition.
- When low hardness is required, 42CrMo4 steel is to be supplied as annealed condition.
- When high yield strength and tensile strength is required, 42CrMo4 could be heat treated by quenching and tempering (Q+T).
42CrMo4 is steel grade which belongs to EN10083 standard.
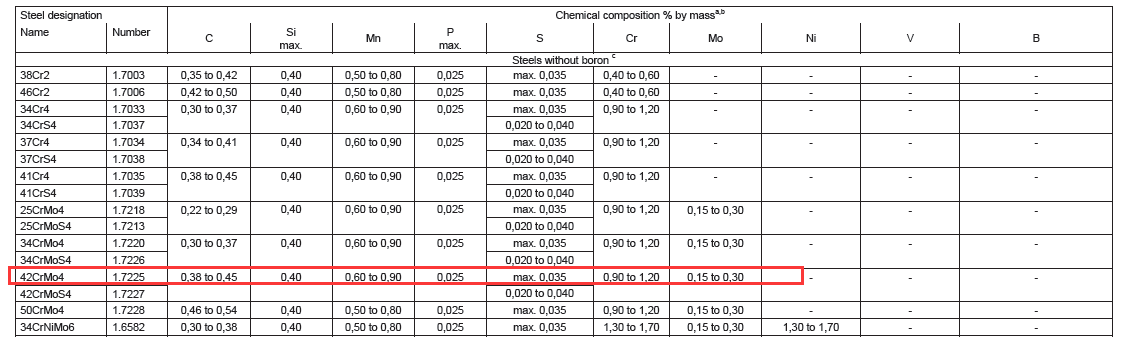
What is chemical composition of 42CrMo4 steel ? The chemical composition is as follows:
| 42CrMo4/1.7225 | C | Mn | Si | P | S | Cr | Mo |
| 0.38-0.45 | 0.60-0.90 | 0.40 max | 0.035 max | 0.035 max | 0.90-1.20 | 0.15-0.30 |
If you would need sample test certificate, you could contact us jeremy@otaisteel.com
Both DIN 1.2344 and 1.2343 steel are hot work tool steel, while there are different application due to different chemical composition and properties.
Here is the chemical composition DIN 1.2344 vs 1.2343:
|
Steel Grade |
C% | Si% | Mn% | P%≤ | S%≤ | Cr% | Mo% | V% |
| 1.2344 | 0.35-0.42 | 0.8-1.2 | 0.25-0.50 | 0.03 | 0.02 | 4.80-5.50 | 1.20-1.50 | 0.85-1.15 |
| Grade | C | Si | Mn | P | S | Cr | Mo | V |
| 1.2343 | 0.36-0.42 | 0.90-1.20 | 0.30-0.50 | 0.030 Max | 0.030 Max | 4.80-5.80 | 1.10-1.40 | 0.25-0.50 |
H13 tool steel is mainly supplied as round bar and steel plate. DIN 1.2344 & ASTM H13 are equivalent material. This article we introduce H13 hardness.
H13 is a typical chromium-molybdenum tool steel widely used in hot work and cold work tooling applications. H13 usually are delivered in annealing condition. H13 Harness after annealing is max 235 HB.
Common H13 heat treatment and hardness regulations as follow
- H13 Annealing hardness: 235 HB
- H13 Cold drawn hardness: 262 HB
- Preheat temperature: 788°C
- Quenching temperature | Salt bath: 996°C
- Quenching temperature | Controlled atmosphere furnace: 1010°C
- Austenitiz-ing time: 5 – 15 minutes
- Quench Medium: Air
- Tempering temperature: 552°C
- H13 Tempering hardness: Min 52 HRC
ASTM A29 8620 / 8620H is a low Nickel Chromium Molybdenum case hardening steel. Both 8620 vs 8620H belong to ASTM A29 standard.
Chemical composition 8620 vs 8620H
| Standard | Grade | C | Mn | P | S | Si | Ni | Cr | Mo |
| ASTM A29 | 8620 | 0.18-0.23 | 0.7-0.9 | 0.035 | 0.040 | 0.15-0.35 | 0.4-0.7 | 0.4-0.6 | 0.15-0.25 |
| 8620H | 0.18-0.23 | 0.7-0.9 | 0.035 | 0.040 | 0.15-0.35 | 0.4-0.7 | 0.4-0.6 | 0.15-0.25 |
Property 8620 vs 8620H
As 8620 steel material could be case hardened, so the hardness could be different after hardening. AISI 8620 can be supplied in “H” condition with required hardenability. Strict analytical limits provide controlled response from heat to heat, making it an ideal selection for production case hardened parts, where consistency in heat treatment is required. AISI 8620 is usually further normalized or Quenching and Tempering and supplied as AISI 8620H.
To answer this question, we need to know two things:
- if you are using some steel materials, then tell us the steel grade you are using now, and some problems you have, then our engineer would evaluate and provide technical advice. If it’s not good with P20/1.2311 for mold steel, you could consider P20+Ni/1.2738 steel grade.
- if you don’t know anything about steel grade, you need to tell us your final application or some requirements, like hardness, mechanical properties etc. Then we could suggest some steel grades, because different steel grades are used for specific field. For example, D2/1.2379 are used for cold work mold steel while for plastic mold the grade P20/1.2311 could be used.
If there is any other queries, please contact us.
EN19 Steel is one steel grade in BS 970-1955 standard, which is specification for wrought steels for mechanical and allied engineering purpose. Although there is new version of BS 970-1996 latest edition. And EN19 steel grade is similar to 709M40 grade in new version.
The EN19 steel equivalent grades are AISI 4140, DIN 1.7225/42CrMo4. There are some difference between all in chemical composition as below:
| Standard | Grade | C | Mn | P | S | Si | Cr | Mo |
| BS 970-1955 | EN19 | 0.35-0.45 | 0.50-0.80 | 0.05 | 0.05 | 0.1-0.35 | 0.9-1.5 | 0.2-0.4 |
| BS 970-1991 | 709M40 | 0.36-0.44 | 0.7-1.0 | 0.035 | 0.04 | 0.1-0.4 | 0.9-1.2 | 0.25-0.35 |
| ASTM A29 | 4140 | 0.38-0.43 | 0.75-1.00 | 0.035 | 0.04 | 0.15-0.35 | 0.8-1.10 | 0.15-0.25 |
| EN 10250 | 42CrMo4/1.7224 | 0.38-0.45 | 0.6-0.9 | 0.035 | 0.035 | 0.4 | 0.9-1.2 | 0.15-0.30 |
| JIS G4105 | SCM440 | 0.38-0.43 | 0.60-0.85 | 0.03 | 0.03 | 0.15-0.35 | 0.9-1.2 | 0.15-0.30 |
There are other properties difference between EN19 steel and rest steel grades above. We will compare for details in our blog.
Air Hardening Steel refers to as self- hardening steel. A steel that becomes fully hardened when cooled in air from above its critical point and does not require rapid quenching by oil or water. The risk of distortion is greatly reduced by air hardening. Some common air hardening steel grades are like d2, A2, A6 steel.
EN24 and 4340 are equivalent steel grades. Here we compare briefly between EN24 vs 4340 alloy steel:
- Different Standard EN24 vs 4340
EN24 steel is steel grade in standard BS 970-1955. Its equivalent steel grade is 817M40 steel grade in BS 970-1991. Steel 4340 is one steel grade in ASTM A29 standard.
- Chemical Composition Difference EN24 vs 4340
| Standard | Grade | C | Mn | P | S | Si | Ni | Cr | Mo |
| ASTM A29 | 4340 | 0.38-0.43 | 0.60-0.80 | 0.035 | 0.040 | 0.15-0.35 | 1.65-2.00 | 0.70-0.90 | 0.20-0.30 |
| BS 970 | EN24 817M40 |
0.36-0.44 | 0.45-0.70 | 0.035 | 0.040 | 0.1-0.40 | … | 1.00-1.40 | 0.20-0.35 |
- Some other equivalent of EN24 and 4340 steel
There are other steel equivalents for this two steel grades. 36CrNiMo4 or 1.6511 steel grade in EN10250 and SNCM439 or SNCM8 steel grade in JIS G4103 standard.
We could also deliver you special modified EN24 or 4340 steel materials according to your various requirements. Just contact us for further technical advice and request one offer of EN24/4340 alloy steel anytime.
What does Quenching mean?
Quenching is a stage of material processing through which a metal is quickly brought down to room temperature from a high temperature by rapid cooling. Quench hardening is a mechanical process in which steel and cast-iron alloys are strengthened and hardened. Quenching and tempering provides steel with high strength and ductility.
During quenching, the following media are used to rapidly cool material:
- Air/argon/nitrogen
- Liquid polymers
- Oil
- Water
The slower the quench rate, the longer thermodynamic forces have to alter the microstructure, which is in some cases desirable, hence the use of different media. Sometimes multiple media are used. For example, metal may be air cooled and then dipped in a water bath to complete the quenching process.
Quenching can lead to warping/cracking and other issues with the material, even when it is done properly. Using water as a quench media, for instance, can cause the material to warp as it cools. It is crucial to control the environment in which the quenching is done to minimize the risk of damage to the material. When done properly, the material is harder and more durable, making it suitable for a wide range of uses. Extremely rapid cooling can prevent the formation of a crystal structure, resulting in amorphous metal or “metallic glass.”
Four types of furnaces are commonly used in quench hardening:
- Salt bath furnace
- Continuous furnace
- Box furnace
- Vacuum furnace
The type of furnace used depends on what other processes or types of quench hardening are being done on the different materials.
The quenchant is determined by the steel
In tool steels we have a letter prefix .A-2 is an Air hardening steel, O-1 is an Oil hardening steel and W-1 is a Water hardening steel !! A quenchant for a steel should be fast enough to fully harden the steel but no faster. A faster quench will produce unnecessary stresses in the steel and may lead to things like quench cracks.You can edge quench in oil, this is common for knives.Or you can fully quench in oil. You can edge quench in water which is usually done with clay or you can fully quench in water. It all depends on the steel and what you want to achieve.
The more complex the alloy the more care needs to be taken with the specific quenchant. Simple steels are more foregiveing and different quenchants can be used. A certain amount of expermentation may be required to attain the best mixture of hard, tough, edge retention etc IMHO. The 10XX series is about as simple as you can get and can be quenched in oil or water as needed for the specif blade configuration.
Generally speaking, steel is an alloy of iron that has enhanced chemical and physical properties. Steel has been used since ancient times but it was produced inefficiently and expensively until the mid of 19th Century, when the Bessemer process was invented. Since then, steel has been mass produced in many forms, including metal foil, steel plate and steel sheet.
Steel Sheet vs Steel Plate vs Steel Foil
- Metal Foil
Metal foil is a very thin sheet of metal that has been hammered or rolled flat. Metal foils can be made from any type of metal, although the most commonly found foils are aluminum foil and gold foil. Aluminum foil typically has a thickness of .03mm, although any sheet of metal with a thickness of less than 0.2mm is considered a foil.
- Steel Sheet
Steel Sheet is any metal that is thicker than a foil and thinner than 6mm, the thickness of a metal plate. Steel Sheet is often used for building structures that do not require durability. It is also often corrugated or diamonded for additional strength without increasing weight. Corrugation is the creasing of the metal at regular intervals to form ridges, and diamonding is the addition of diamond ridges that add structure to the metal.
- Steel Plate
Once the steel is more than 6mm thick it is known as steel plate. Steel Plate is used in applications where durability is more important than saving weight. It is used in automobiles where durability is required to pass crash testing.
The Difference
The only difference between sheet and plate steel is the gauge (thickness) of the metal. They both have very different uses, depending on the varying durability and weight requirements for different projects.
Source: www.ehow.com
The comparision between wrought and forged steel product is as follow:
- Wrought steel material refers to product forms (forged, rolled, ring rolled, extruded…), while forging is a subset of wrought product form.
- The main difference between wrought and forged steel is strength. Forged steels are tougher than wrought steels as they begin as a casting which is then forged which adds to its durability. Wrought steel is less likely to be used in high-tension applications and it may be harder and more brittle than forged steel.
- Forged steel is more durable in certain applications because, although it begins life as a casting as well, it is hammer forged using large hydraulic hammers that force the atoms and molecules of the steel into alignment as they hit it. Wrought steel does not undergo this same process, which makes forged steel harder and less likely to crack when struck, when compared between wrought and forged steel. Striking tools and axes are often made of forged steel because they are used to hit things, and the brittle nature of a cast steel would lead them to breaking rapidly if they were not forged.
- Wrought is any hot or cold working of metal, and is therefore a description under which you would find forging, rolling, heading, upsetting, drawing, etc.
- Forging is the open (including hammer and anvil or closed die forming of metal heated to forging temperatures.
What is oil hardening steel ?
Usually, when some needs oil hardening steel, he probably means AISI O1 cold work steel.
O1 Tool Steel is a very good cold work steel and also makes very good knives and forks. It can be hardened to about 57-61 HRC. And you can check full data for AISI O1 tool steel here.
Then,
What is Oil Hardening ?
Oil quench hardening is a common method for hardening alloy steel forgings. It’s ideal for achieving the required strength and hardness properties on many alloys with less risk of cracking than water or polymer quench processes.
Capability
We need to run all oil hardening processes in our numerous batch-type internal quench atmosphere furnaces, which are ideal for process and lot control. All furnaces are certified to meet the temperature uniformity and accuracy requirements of AMS 2750, and our largest furnace capable of performing oil quench hardening has internal working dimensions of 36”W x 72”L x 42”H and can handle weights of up to 7000 pounds.
Process
The process of oil quench hardening for forgings is performed by first fully austenitizing the steel in the temperature range of 1500°F – 1650°F depending on the steel grade. It is held at this temperature for a time proportionate with the part cross-section.
The entire austenitizing process is typically carried out under a protective carbon-controlled atmosphere that prevents excessive scale formation on the forged surface. Once soaked at the austenitizing temperature for the appropriate amount of time, the load is quenched in agitated oil to produce a fully hardened martensitic microstructure, the depth of which is dependent on the alloy grade and section thickness. From this point, the parts are tempered down to the specified hardness range to improve toughness.
In cases where parts are especially distortion sensitive or crack-prone, we will custom-tailor an oil quench process to minimize or eliminate these problems completely while still achieving the required material properties. For extreme distortion tolerances or unique property requirements, take a look at our marquench hardening or austempering services.
Tool steels refers to a variety of carbon and alloy steels that are particularly well-suited to be made into tools. Their suitability comes from their distinctive hardness, resistance to abrasion and deformation and their ability to hold a cutting edge at elevated temperatures. As a result tool steels are suited for their use in the shaping of other materials.
There are six groups of tool steel:
- water-hardening tool steels,
- cold-work tool steels,
- shock-resisting tool steels,
- high-speed tool steels,
- hot-work tool steels,
- special purpose/plastic mold tools steels.
You have full details of six groups tool steel here: What Is Tool Steel ? (Six Groups With Details)
Case hardening steel or surface hardening steel is the steel process of hardening the surface of a metal object while allowing the metal deeper underneath to remain soft, thus forming a thin layer of harder metal (called the “case”) at the surface. For iron or steel with low carbon content, which has poor to no hardenability of its own, the steel case hardening process involves infusing additional carbon into the case. Steel Case-hardening is usually done after the part has been formed into its final shape, but can also be done to increase the hardening element content of bars to be used in a pattern welding or similar process. The term face hardening is also used to describe this technique, when discussing modern armour.
Case hardening steel is done through a simple method of hardening steel. It is less complex than hardening and tempering. This techniques is used for steels with a low carbon content. Carbon is added to the outer surface of the steel, to a depth of approximately 0.03mm. One advantage of this method of hardening steel is that the inner core is left untouched and so still processes properties such as flexibility and is still relatively soft.
STAGE ONE:
The case hardening steel is heated to red heat. It may only be necessary to harden one part of the steel and so heat can be concentrated in this area.
STAGE TWO:
The case harden steel material is removed from the brazing hearth with blacksmiths tongs and plunged into case hardening compound and allowed to cool a little. The case hardening compound is high in carbon.
STAGE THREE:
The case harden steel material is heated again to a red colour, removed from the brazing hearth and plunged into cold, clean water.
Because hardened metal is usually more brittle than softer metal, through-hardening (that is, hardening the metal uniformly throughout the piece) is not always a suitable choice for uses where the metal part is subject to certain kinds of stress. In such circumstances, case-hardening can provide a part that will not fracture (because of the soft core that can absorb stresses without cracking) but also provides adequate wear resistance on the surface.
Bright steel is usually a carbon steel alloy which has had the surface condition improved by drawing, peeling or grinding over the hot rolled finish supplied by the steel mill.
Bright steel is essentially black steel material that has had further processing. The bright steel is processed further in cold reduction mills, where the material is cooled (at room temperature) followed by annealing and/or tempers rolling. This process will make steel with closer dimensional tolerances and a wider range of surface finishes. The term bright drawn is mistakenly used on all products, when actually the product name refers to the rolling of flat rolled sheet and coil products.
When referring to bright steels bar products, the term used is “cold finishing”, which usually consists of cold drawing and/or turning, grinding and polishing. This process results in higher yield points and has four main advantages
- Cold drawing increases the yield and tensile strengths, often eliminating further costly thermal treatments.
- Turning gets rid of surface imperfections for bright steels material.
- Grinding narrows the original size tolerance range.
- Polishing improves surface finish.
- All cold products provide a superior surface finish, and are superior in tolerance, concentricity, and straightness when compared to black steel.
Cold finished bright steel bars are typically harder to work with than black steel due to the increased carbon content. However, this cannot be said about bright drawn sheet and black steel sheet. With these two products, the bright drawn product has low carbon content and it is typically annealed, making it softer than black steel sheet.
Uses: Any project where tolerances, surface condition, concentricity, and straightness are the major factors.
1. High Speed Steel (HSS or HS) is a subset of tool steels, commonly used in tool bits and cutting tools.
HSS steel is often used in power-saw blades and drill bits. It is superior to the older high-carbon steel tools used extensively through the 1940s in that it can withstand higher temperatures without losing its temper (hardness). This property allows High Speed Steel to cut faster than high carbon steel, hence the name high-speed steel. At room temperature, in their generally recommended heat treatment, High speed steel grades generally display high hardness (above HRC60) and abrasion resistance (generally linked to tungsten and vanadium content often used in HSS) compared with common carbon and tool steels.

A sample of alloying compositions of common high speed steel
| Grade | C | Cr | Mo | W | V | Co | Mn | Si |
| T1 | 0.65–0.80 | 4 | – | 18 | 1 | – | 0.1–0.4 | 0.2–0.4 |
| M2 | 0.95 | 4 | 5 | 6 | 2 | – | – | – |
| M7 | 1 | 4 | 8.75 | 1.75 | 2 | – | – | – |
| M36 | 0.94 | 4 | 5 | 6 | 2 | 8 | – | – |
| M42 | 1.1 | 3.75 | 9.5 | 1.5 | 1.15 | 8 | – | – |
2. The second meaning is HSS-hollow structural section, which is a type of metal profile with a hollow tubular cross section. The term is used predominantly in USA, or other countries which follow US construction or engineering terminology.

HSS members can be circular, square, or rectangular sections, although other shapes are available, such as elliptical. Hollow structural section is only composed of structural steel per code.
HSS is sometimes mistakenly referenced as hollow structural steel. Rectangular and square HSS are also commonly called tube steel or structural tubing. Circular hollow structural section are sometimes mistakenly called steel pipe though true steel pipe is actually dimensioned and classed differently from HSS. (hollow section dimensions are based on exterior dimensions of the profile, while pipes are essentially dimensioned based on interior diameters, as needed to calculate areas for flow of liquids.) The corners of HSS are heavily rounded, having a radius which is approximately twice the wall thickness. The wall thickness is uniform around the section.